








Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Products
Model No.: SuperCover-PMMA
Brand: Novista
Packaging: 25KG BAG
Productivity: 1500MT
Transportation: Ocean,Land,Air
Place of Origin: China
Supply Ability: 1500mt
Certificate: ISO,REACH,SGS
Payment Type: L/C,T/T,D/P,Western Union
Incoterm: FOB,CFR,CIF,FCA,CPT
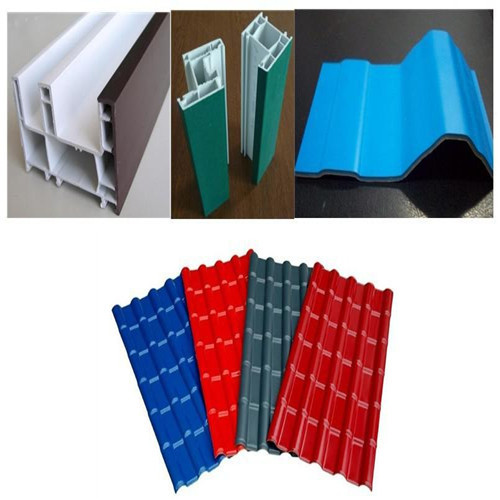
Colour PMMA Granule for Extrusion
Introduction:
Pmma Impact Modifier resin is a new weather-resistance engineering plastics synthesized by acrylate. It has excellent impact strength and processability, super weather-resistance, good surface hardness and glossness,in addition has good optical performance. It is mainly used in co-extrusion with PVC / ABS / PS and also single extrusion.
Product benefits:
● Excellent melt liquidity
● Excellent impact strength
● Excellent weather-resistance
● Good compatibility with PVC,ABS and PS
● Good surface hardness and glossness
● Good optical performance
Processing :
Injection moulding
Pre-drying is not necessary if a vented cylinder is used but if a normal cylinder is used then PMMA must be processed dry and it is advisable to pre-dry the granules for up to 8 hours at 70 to 100oC, depending on the type. Surface defects and blisters will form if damp granules are processed.
Processing parameters: The mould temperature should be between 40 and 80oC, depending on the type. The material temperature should be between 200 and 250oC. As the temperature rises, molecular orientation and internal stresses decrease, but the risk of sink spots increases.
As a general rule, high injection pressures are needed because of poor flow properties and it may be necessary to inject slowly to get the correct flow. This is particularly important for optical moldings where visible weld lines will form if the correct parameters are not used. For thick mouldings a high follow-up pressure is needed for a long time (2 to 3 minutes).Large gates are needed because of the poor flow but hot runners are possible.
Reprocessing is possible if the material has been thoroughly dried and has an opaque colour. Optically good mouldings are not generally possible with regrind even if the regrind is glass clear.
Shrinkage is relatively low: 0.4 to 0.8% depending on the grade used. Avoid wall thicknesses of less than 1 mm.
Extrusion
Extrusion temperatures are between 180 and 250oC. Metering type screws with a compression ratio of 3:1 are generally recommended. Relatively high molecular weight formulations are used for the extrusion of sheets and profiles. A degassing screw with an L/D ratio of 20 to 30 is best.
Product Categories : Asa/Pmma Copolymer > Pmma Copolymer For Extrusion








Home > Products > Asa/Pmma Copolymer > Pmma Copolymer For Extrusion > PMMA Copolymer For Extrusion




Send Inquiry
Mr. Ron Han
Tel:86-536-8206760
Fax:86-536-8206750
Mobile Phone:+8615336365800
Email:manager.han@novistagroup.com
Address:RM1232-1233,#4 Building No.4778 Shengli East Street, Weifang, Shandong
Related Products List
Mobile Site
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.